通过试验,找出上银导轨离子氮化变形的规律,并采用相应的工艺措施,使长度760 mm 的导轨,在离子氮化后,可使上银导轨底基面弯曲的极限偏差和侧基面弯曲的极限偏差满足有关文献规定的5 、6 级精度的技术条件。现将有关试验情况介绍如下。
一、导轨规格、用材及技术要求
试验导轨型号有两种,即HG25型,外形尺寸23 mm×22. 5mm×760mm;LG30 型,外形尺寸28mm×27. 5mm×760mm。导轨如图1 所示,其中无括号数字为HG25 型尺寸,括号内数字为HG30 型尺寸。

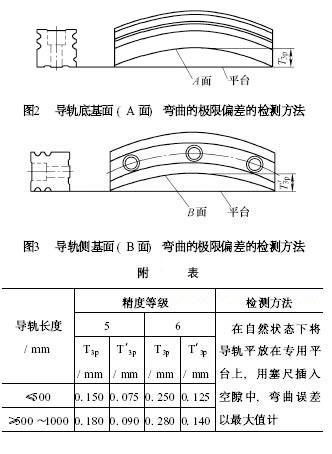
离子氮化导轨用材为38Cr MoAl A 钢,毛坯为热轧棒材,直径分别为40 mm 和50mm,经切削加工成形。导轨氮化的技术条件: 表面硬度≥650HV ,氮化层深度≥0. 4mm,脆性≥2 级,变形量的检验方法和允差见图2 、图3 和附表。
二、预先热处理
上银导轨毛坯选用两种预先热处理工艺,即退火和调质。退火工艺: 870 ℃ 保温2h,炉冷至500 ℃ 以下出炉空冷。硬度≤229HBW。调质: 930 ~940 ℃ 保温1. 5h,油冷淬火;随后680 ℃回火3h,空冷。硬度25 ~28HRC。经预先热处理的导轨毛坯,在完成刨平面、铣沟槽和钻安装孔等粗加工工序后,进行第一次去应力退火。在精刨沟槽、刨钢丝槽和粗磨四个平面等精加工工序完成后,再进行第二次去应力退火。去应力退火工艺( 两次退火工艺均相同) : 温度650 ℃保温2h,炉冷至250 ℃以下出炉。
三、台湾上银导轨离子氮化试验结果及其分析
( 1) 离子氮化工艺规范 供上银导轨氮化用的设备为额定输出直流电流为30A 的立式离子氮化炉。氮化温度和时间分别为: 530 ℃/ 8h、550 ℃/ 15h、550 ℃/ 22h 和560 ℃/ 10h。
( 2) 氮化层的组织、表面硬度及硬度梯形38CrMoAl A 钢经530 ℃/ 8h 离子氮化后,渗层组织由表及里依次为ε→ε+ γ′→α+ γ′→心部组织。其特征是:最表层厚度0. 02 ~0. 03mm 白亮色化合物层,即ε相。紧靠白亮色化合物层的次表层,出现脉状组织,厚度0. 01 ~0. 15mm,相成分为ε+ γ′。往后是扩散层,相成分是α+ γ′。再往里是心部组织。在金相分析中还可以看到,氮化前的金相组织和氮化工艺参数对氮化后脉状组织的含量有较大影响。退火组织在氮化过程中形成脉状组织的倾向比调质组织大得多,而且氮化温度越高,氮化时间越长,均促进脉状组织的形成。
经不同预先热处理的38CrMoAl A 钢于540 ~560 ℃离子氮化22h,硬度沿氮化层的分布如图4 所示。
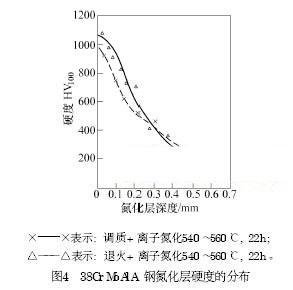
由图4可以看到,经上述工艺处理后,氮化层深度保持在0. 50mm 以上。氮化层的硬度梯度与预先热处理有关。在相同的离子氮化工艺条件下,退火状态导轨约0. 2mm的外表层硬度比调质状态高,离表面0. 1mm 处,退火状态的硬度高于800HV100 ,而调质状态此处的硬度仅保持650HV100 ;离表面0. 15mm 处,退火状态的硬度仍然高于700HV100 ,但调质状态此处的硬度已低于600HV100 。
四、离子氮化导轨变形的规律性
按前述规范对上银导轨进行离子氮化。氮化导轨的变形规律: 底基面A 的变形较大,呈凸起状态; 侧基面B变形较小,弯曲量小于0.1mm。
A 面变形量与导轨截面尺寸和热处理( 包括预先热处理) 工艺参数等因素有关。
( 1)导轨截面尺寸越大,氮化后的变形就越小 例如,LG35 型导轨的截面积比LG25 型导轨约大50 %,两者在氮化前均经退火处理,随后经温度530 ℃离子氮化8h。氮化后,LG35 型导轨A 面的最大弯曲量为0.245mm,而截面小的LG25 型导轨A 面的最大弯曲量则为0.489mm,即氮化后截面积大的导轨的变形量比截面积小的导轨减少了1 倍。
截面积的增大,意味着导轨刚度( 截面积与弹性模量乘积) 增强。因此,抵抗外力( 氮化过程产生的组织应力和热应力) 形变的能力增强,故此截面积较大的导轨在氮化过程中的变形较小。
( 2)预先热处理对变形的影响 分别经退火和调质预先热处理的LG25 型导轨,在相同的工艺参数下( 550 ℃/ 15h) 进行离子氮化。结果发现,不管是退火还是调质的导轨,对氮化导轨B面的变形没有多大的影响,弯曲量维持在0. 050 ~0. 060mm范围内,但对A面的变形影响很大,退火导轨氮化后A 面的相对最大弯曲量已达到0. 4mm,而调质导轨的弯曲量更大,竟达1. 8~1. 9mm。
预先热处理对变形的影响如此明显,与预先热处理组织的稳定性有关。退火组织接近于平衡组织,在氮化过程中基体组织处于较稳定状态,故氮化后导轨的变形较小。调质导轨则不同,它的基体组织回火索氏体处于亚稳状态。虽然氮化温度低于调质时的回火温度,也低于去应力退火的温度,但在氮化长时间的保温过程中,碳原子获得能量进行扩散聚集,力图向平衡状态过渡。这一过程对上银导轨应力状态的改变显然比退火强烈得多,因此,调质导轨氮化的变形比退火导轨大是预料之中的情况。
( 3)氮化时间越长,变形越大 氮化时间对侧基面B 的变形没有明显的影响,氮化时间长达22h,B 面的相对变形仍小于0. 1mm。氮化时间对底基面A 变形的影响却很大,随着氮化时间的延长,A 面的变形就越大,其相对变形量甚至超过1mm ( 见图5) 。
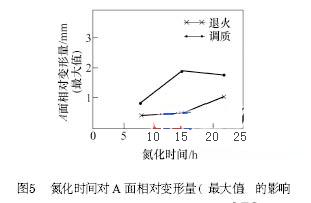
众所周知,氮化时间越长,氮原子渗入的深度就越深,伴随表层单位体积的增加就越大,因此东莞上银直线导轨的变形也随氮化时间的增长而增大。
( 4) 局部氮化对变形的影响从上述试验结果可以看到,各种因素对侧基面B 变形的影响不大明显。而底基面A 就不同了,任何一个因素稍有轻微变动,对它变形的影响就十分强烈了,这与导轨渗氮面的不对称性有密切关系。在图1 横截面通过中心点O 作垂直OP 和OQ。OP 将导轨左右分开,侧基面B 及其相对应的另一个侧面的几何形状大致相对称。因此,在氮化过程中体积效应和应力状态的改变,两个对称面都能互相抵消,故比B 面的变形较小。现在再来看看OQ 将导轨上下分开的情况又怎么样呢? OQ 线上半部有沟槽、有安装螺孔的深头螺孔( 大头螺孔); OQ 线下半部分只有小孔螺孔、底基面A 及其A 面退刀槽。OQ 线上半部的表面积比下部大得多。A 面与B 面的对称性相比较,两者形成强烈的反差。
由于上银直线导轨上下两部分不对称性,氮化上银导轨上半部氮化层单位体积的增加比下半部大,即上半部的体膨胀比下半部大。上半部体膨胀受到中心的抵制也比下半部强烈,再加之上半部的刚度比下半部小,受外力作用下变形来得更容易。因而导致导轨氮化后出现如图2 所示的强烈弯曲。
基于底基面A 对整条导轨的变形起着主导影响作用,而A 面的变形是由导轨上下表面面积不对称所引起的。因此如果要减少氮化导轨变形,应该减少“不对称” 因素的影响。将A 面及其所对应的另一个表面屏蔽起来进行氮化,导轨氮化后氮化层的分布基本上处于对称状态,这有利于减少氮化导轨的变形。试验结果表明,上述措施的局部氮化对减少导轨的变形,尤其是A 面的变形是十分有效的。例如,38CrMoAl A 钢制LG30 型导轨( 预先热处理调质) ,离子氮化后A 面的最大弯曲量为0. 17mm,满足有关文献规定的5 级精度的技术要求。
五、结语
( 1) 台湾上银导轨离子氮化的变形有明显规律性,都是拱起(图3相对于检测平台) 。变形的主要原因是氮化面不对称所引起的。
( 2) 采用局部氮化法,减少氮化面的不对称性,可显著减少氮化导轨的变形。
( 3) 离子氮化导轨变形小,又是在真空的状态下进行处理,对氮化前后表面质量没有明显影响,上银导轨的氮化可安排在精磨后进行,这样可以保证导轨轴承有较深的氮化层深度。


评论信息